
Сварка алюминия на машинах контактной сварки
Контактная сварка алюминия и алюминиевых сплавов, является сложным технологическим процессом, в основном это обусловлено тем, что из-за образования окисления на поверхности алюминия образуется оксид алюминия - корунд имеющий более высокую температуру плавления по сравнению с основным металлом, по этой причине для контактной сварки алюминия требуется большая мощность трансформатора и большее время сварки (продолжительность), при этом все равно остаются ограничения по толщине, как правило от 1+1 мм до 3+3 мм или суммарно в пределах 6 мм.
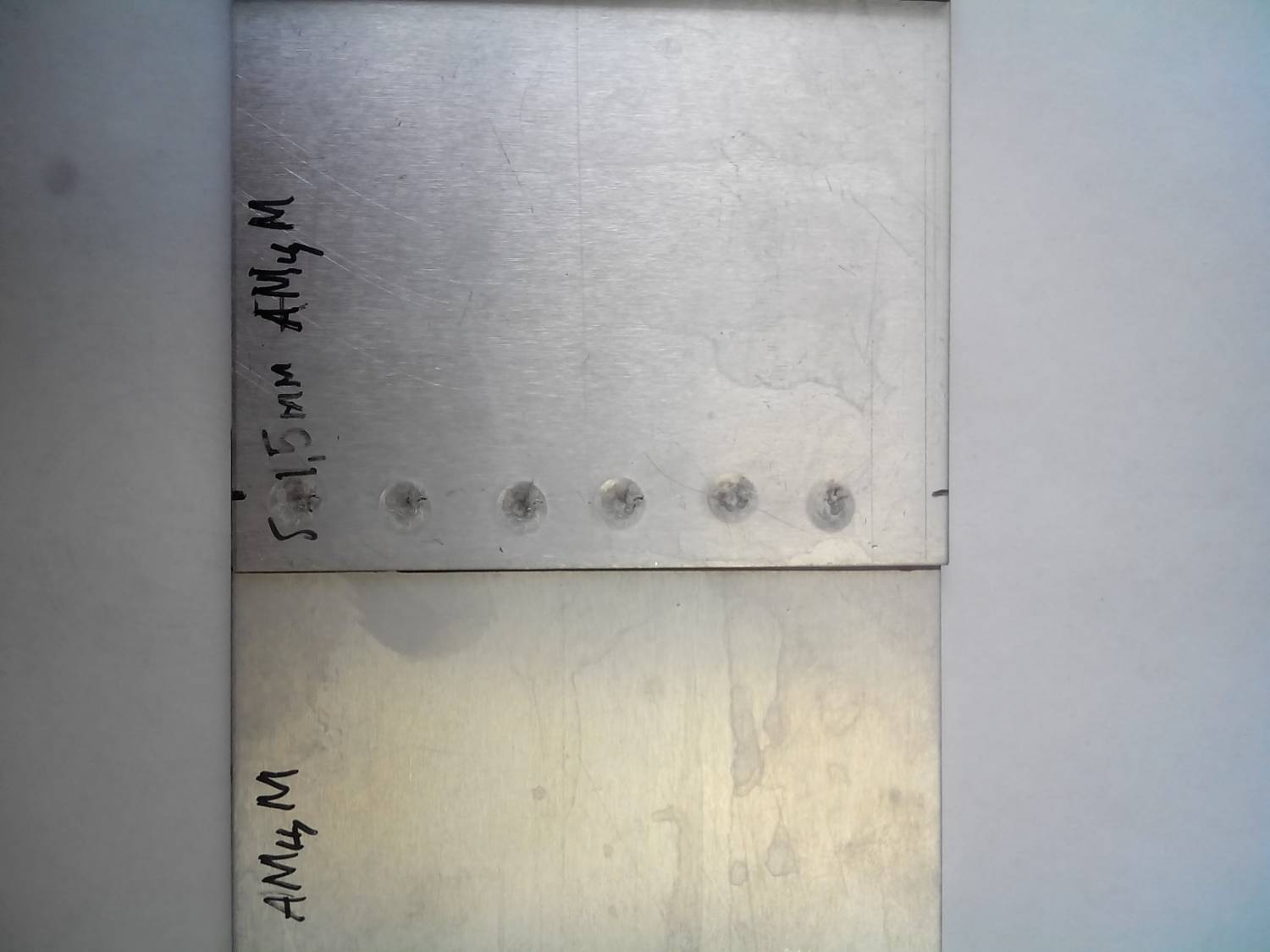
Для примера рассмотрим сварку на машине PL-100 алюминиевых сплавов марки АМцМ и Д16.
Данные сплавы широко применяются в авиастроении и радиоэлектронной промышленности, приборостроении.
Перед сваркой, образцы из алюминия рекомендуется обезжиривать и проводить травление с целью удаления оксидной пленки.
На машине контактной сварки PL-100 максимально свариваемые толщины выше приведенных алюминиевых сплавов также ограничены толщиной 3+3 мм.
Качество сварного соединения находится на высоком уровне, образцы даже не подготовленного к сварке материала успешно проходят испытания на разрыв.
Для примера рассмотрим сварку на машине PL-100 алюминиевых сплавов марки АМцМ и Д16.
Данные сплавы широко применяются в авиастроении и радиоэлектронной промышленности, приборостроении.
Перед сваркой, образцы из алюминия рекомендуется обезжиривать и проводить травление с целью удаления оксидной пленки.
На машине контактной сварки PL-100 максимально свариваемые толщины выше приведенных алюминиевых сплавов также ограничены толщиной 3+3 мм.
Качество сварного соединения находится на высоком уровне, образцы даже не подготовленного к сварке материала успешно проходят испытания на разрыв.
Дата публикации: 04.04.2020